A coating failure can be viewed many ways. Generally, we think of coating failures in the catastrophic sense; such as when they fall off unexpectedly from the installed substrate. In reality, when a coating system doesn’t provide a specific function and/or a desired characteristic required by the owner of the facility, this could be considered a failure as well.
It is extremely important that these characteristics are clearly defined in the design phase – prior to bidding and the start of the project. In this case of a 10,400-square foot (966.2m^2) facility housing animals, the ability to clean and disinfect the flooring surface was a performance requirement. That requirement was at least assumed if not clearly stated (more on that later). Unfortunately, that solution wasn’t delivered to the satisfaction of the facility owner, which wishes to remain unnamed.
Installing coating/flooring systems over concrete can present a myriad of potential problems. In this case, the resulting issue could have been easily avoided by following the required process, and it is an unfortunate failure. Let’s dig into how it could have happened and to avoid such failures in the future.
The Concern
The flooring system investigated was a resinous coating system installed over a concrete substrate in a facility for animal control. The installed system consisted of the following:
- Penetrating primer/moisture vapor transmission barrier.
- Epoxy binder: 100 percent solids epoxy with broadcast-colored quartz granules
- Chemical-resistant epoxy topcoat
After more than a year in service, the facility’s flooring system was no longer appearing consistent in color and finish. Areas of “dark” discoloration appeared on approximately 10 percent of the surfaces (see photo 2). Those areas generally appeared in the center or in isolated areas of the rooms in patterns similar to those that might result from roller application of the material. It was not a consistent phenomena across all surfaces. The owner expressed initial thoughts that the darker hue discoloration of the flooring may be surface-level dirt, but it would not get “clean” with additional scrubbing. That undesirable appearance was of primary concern to the owner.
The Investigation
Any premature coating failure always raises concerns as to the complete coating/flooring system installation and not just to the areas where the “problem” is noted. So, adhesion testing of the system of this floor was performed, and samples of the installed coating/flooring system were collected for further examination.
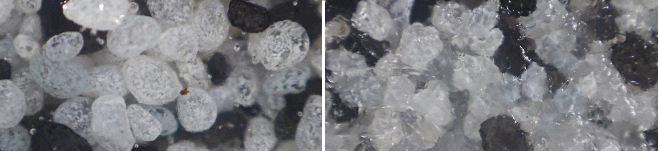
The results showed that the flooring system was adherent and that there was no delamination of the system from the concrete substrate. However, upon using microscopy of the samples, it was observed that small “micro-bubbles” were present within the topcoat material. Those micro-bubbles located at the surface of the system had fractured and become spherical “traps” from debris when cleaning was performed.
Laboratory analysis concluded that the “black debris within the fractured micro-bubbles was consistent with what could be expected during cleaning of the floor. It was concluded that the cleaning debris was being retained during the cleaning process, leaving the floor to be that darker hue and causing discoloration of the affected areas.
Recreating the Observed Condition
 To better understand the phenomena observed on this facility floor, product testing was performed to try to recreate micro-bubbling of the installed material. The manufacturer’s product data sheet noted that the material should be mixed and applied quickly without allowing it to remain in the mixing bucket for extended periods of time. A testing protocol was established to examine the effect of “mixing bucket time” on the material. While there are other considerations that could affect the outcome of the material during application; the potential effect of the time that the material remained in the bucket was determined to be significant to the observed defect and had the most potential to provide some insight as to the micro-bubbling phenomena that was observed within the installed flooring system.
To better understand the phenomena observed on this facility floor, product testing was performed to try to recreate micro-bubbling of the installed material. The manufacturer’s product data sheet noted that the material should be mixed and applied quickly without allowing it to remain in the mixing bucket for extended periods of time. A testing protocol was established to examine the effect of “mixing bucket time” on the material. While there are other considerations that could affect the outcome of the material during application; the potential effect of the time that the material remained in the bucket was determined to be significant to the observed defect and had the most potential to provide some insight as to the micro-bubbling phenomena that was observed within the installed flooring system.
The results of this product testing are shown with microscopy images. Clearly, there is evidence that the mixing bucket time has an effect on the coating/flooring material with regard to micro-bubble formation. What was observed with the testing was that the longer the material remained in the bucket after mixing, the greater the formation of micro-bubbles in the coating. It is very reasonable that this process was the significant contributor to the micro-bubbling condition apparent in the installed and cured topcoat of the coating/flooring system.
The observed patterns resembled those patterns expected with roller application, which could be consistent with material poured from the bucket and then rolled out on the surface. It’s reasonable to speculate that the last remaining material (and the material that stayed the longest in the bucket) was poured into the center of the room and rolled out. This would be consistent with what was observed with regard to the discoloration of the surface and the fractured micro-bubbling in those areas.
Discussion
A significant takeaway from this experienced failure is that the specification should be clear as to the expectations of the installed systems, and all specified systems should be approved for that use and resulting performance. In this case, the cleanability of the installed coating/flooring system was a significant requirement, even if not specifically communicated. It’s reasonable that resistance to the intended cleaning agents should also be included in the requirements from product selection.
The specifier has a responsibility to perform due diligence to ensure the correct materials are utilized. In this particular case, the material appears to be acceptable, but the installation of the material is where the problem occurred. It is unfortunate that with all the potential problems that may occur with the installation of coating/flooring systems over concrete substrates, in this case the only significant problem was with the application of the final topcoat. Ninety percent of the effort – and the most visible part at that – was the unsuccessful element.
Of course, there could be further discussion on anti-foaming additives in the formulation itself for future improvement; 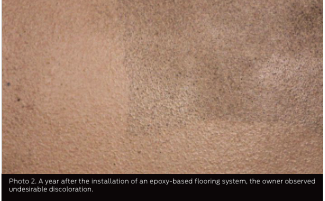 however, the requirement to apply the material quickly after mixing was noted by the manufacturer. The micro-bubbling with subsequent fracturing and debris collection problem may have been avoided with a strict adherence to that manufacturer recommendation.
however, the requirement to apply the material quickly after mixing was noted by the manufacturer. The micro-bubbling with subsequent fracturing and debris collection problem may have been avoided with a strict adherence to that manufacturer recommendation.
As we can see here, most failures of a product to perform as intended rest with poor human decisions at some point in the process. In this case, the most significant cause would be not completely understanding the consequence of strict adherence to the application process.
Unfortunately, we tend to learn more from our mistakes, which are often costly, and not our successes. If the applicators had previous experience with the material, they may have learned of the extended mixing bucket time consequence and avoided that, leading to a successful installation. If the material was new to the applicator, test installations of the products with extensive evaluation of the installed material is not unreasonable. After all, the old adage is true: Practice makes perfect. The potential small expense of time and effort can have a significant return on investment with a result of avoiding costly mistakes. At a minimum, having the manufacturer involved with the applicators when using new products could have helped to prevent expensive lessons learned.
To circle back to the specifier’s standpoint, manufacturers should be involved in the process at a detail level to provide 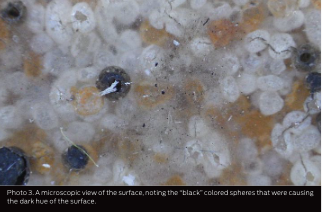 endorsement of their product and feedback on how the installation procedure can go successfully. And any performance requirements of the coating/flooring material from the asset owner should be clearly defined at the start of the project and never assumed.
endorsement of their product and feedback on how the installation procedure can go successfully. And any performance requirements of the coating/flooring material from the asset owner should be clearly defined at the start of the project and never assumed.
Additionally, it’s very reasonable that an enforced quality effort would have surfaced the “time in the mixing bucket” issue and prevented the situation that occurred – or at least limited it. Unfortunately, the get-it-done pressure that occurs on jobsites contributes greatly to failures of the installed systems. We don’t know if that was the case on this jobsite, but it is a universal pressure across all industries.
The best “never again” coating approach in general is to execute a detailed effort to ensure that every aspect – from the specification to the installation – is correct.

- Terry Greenfield is a principal consultant with CONSULEX. Greenfield has more than 40 years’ experience in the protective coatings and corrosion industry and is a graduate of the University of Central Florida. He is a NACE Level III Coating Inspector with Bridge, Marine, and Nuclear Specialties. He holds Offshore and Shipboard Corrosion Assessment Technician certifications, and he is a NACE International and Society for Protective Coatings (SSPC) Certified Protective Coatings Specialist. For more information, contact: D. Terry Greenfield, terry.greenfield@consulex.com.
Read the original print article in the CoatingsPro Magazine here.